

掌握金属零件产生毛刺的机理 高压水去毛刺更轻松
时间:2017-06-26 11:03:42作者:LeeZhou来源:德高洁清洁设备
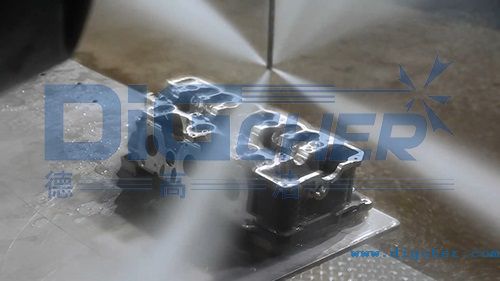
金属工件在切削加工后,经常会产生毛刺,如果不把毛刺去掉,就会造成多方面的影响。水射流去毛刺的工作原理是利用专用泵把水或者含有1%~3%水溶性油的水加压后,从特殊设计的喷嘴以一定的形状喷射出去,巨大的冲击力将零件上的毛刺去除。另外,将高压水射流技术应用到去毛刺中,还可使去毛刺实现自动化。

在去毛刺之前,我们要先对毛刺本身有所了解,才能更好的去除工件上的毛刺。毛刺具有三个要素:厚度、硬度、形状。毛刺的厚度不同,去除时所需的喷射压力和去除机理就会有所不同;水射流从喷嘴喷出后的冲击力与射流速度的平方及喷射压力成正比,掌握其中的规律,就能使我们的工作事半功倍。
1、当毛刺与工件母体部分相连时,一般是某种程度的连续性。这时毛刺的厚度仅为几十微米,30 MPa以下的压力就可以使毛刺与工件母体相连部分分离,毛刺会分散脱落。
2、毛刺全长与母体几乎全部相连时,毛刺厚度基本会达到几百微米。这时采用70 MPa左右的压力,还要注意的是,通过喷嘴喷出的高压水射流要作用在毛刺的根部,使毛刺从根部折断,这样才能起到去毛刺的作用。
3、对于粗加工的工件所产生的厚毛刺和脱落后残留根部的毛刺,需要采用100 MPa以上的压力,需要作用较长的时间。同时还要配合喷射的切割作用才能将毛刺彻底去除,所以这类毛刺一般不用水射流去除。
影响高压水射流去毛刺加工效率和质量的因素主要有喷射压力、喷射量、喷嘴尺寸、数量和位置以及零件和喷嘴的相对运动速度等,但是,这些参数的选择必须根据零件的材质、结构形状和毛刺特征来决定。所以,掌握毛刺的相关要素是高压水射流去毛刺提高效率和质量的前提条件。
在去毛刺之前,我们要先对毛刺本身有所了解,才能更好的去除工件上的毛刺。毛刺具有三个要素:厚度、硬度、形状。毛刺的厚度不同,去除时所需的喷射压力和去除机理就会有所不同;水射流从喷嘴喷出后的冲击力与射流速度的平方及喷射压力成正比,掌握其中的规律,就能使我们的工作事半功倍。
1、当毛刺与工件母体部分相连时,一般是某种程度的连续性。这时毛刺的厚度仅为几十微米,30 MPa以下的压力就可以使毛刺与工件母体相连部分分离,毛刺会分散脱落。
2、毛刺全长与母体几乎全部相连时,毛刺厚度基本会达到几百微米。这时采用70 MPa左右的压力,还要注意的是,通过喷嘴喷出的高压水射流要作用在毛刺的根部,使毛刺从根部折断,这样才能起到去毛刺的作用。
3、对于粗加工的工件所产生的厚毛刺和脱落后残留根部的毛刺,需要采用100 MPa以上的压力,需要作用较长的时间。同时还要配合喷射的切割作用才能将毛刺彻底去除,所以这类毛刺一般不用水射流去除。
影响高压水射流去毛刺加工效率和质量的因素主要有喷射压力、喷射量、喷嘴尺寸、数量和位置以及零件和喷嘴的相对运动速度等,但是,这些参数的选择必须根据零件的材质、结构形状和毛刺特征来决定。所以,掌握毛刺的相关要素是高压水射流去毛刺提高效率和质量的前提条件。
上一篇:铝合金零件如何去毛刺
下一篇:高效新型高压水变速箱壳体零件去毛刺技术
热门搜索:
