

SD ATC高压水射流除鳞系统喷水除鳞方式选择
时间:2013-07-11 10:47:40作者:LeeZhou来源:德高洁清洁设备
在热轧校直钢材的过程中,钢材表面的炉生氧化铁皮(俗称鳞皮)是影响钢材表面质量的主要原因之一,由于它的存在致使钢材表面产生凹坑、麻点、氧化铁皮压入等多种缺陷,给钢厂和使用方带来了较严重的经济损失和潜在的危害,并极大削弱了厂家产品的市场竞争力。为此,北京德高洁清洁设备有限公司组织技术力量历经数月,终于研发成功一套高效全自动SD ATC高压水射流除鳞系统并投入应用,以下主要介绍SD ATC高压水射流除鳞系统喷水除鳞方式选择。
SD ATC高压水射流除鳞系统喷水除鳞方式选择:
SD ATC高压水射流除鳞系统热轧钢坯采用的高压水除鳞喷水方式有两种,一种是连续喷水除鳞方式,而另一种则是周期性间断式喷水除鳞方式。
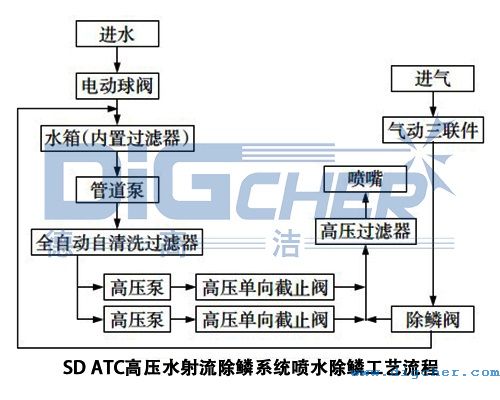
我们已知参数为最大钢坯规格180×220 mm、钢坯长度3 m、出炉辊道速度1m/s、除鳞速度1m/s,由此可知每根钢坯除鳞时间为3s。考虑选取钢坯头部超前喷水时间1s,钢坯尾部滞后停水时间0.6s,则单支钢坯高压水除鳞总时间为4.6s。设计初设定的SD ATC高压水射流除鳞系统最大过钢坯能力为每小时120根,那么每根坯料平均时间就是30s,则除鳞间断时间为25.4s,除鳞间断时间与除鳞工作时间之比为5.5。故除鳞点设计为周期性间断式喷水除鳞方式。工艺流程如下图所示。
最后经使用单位验证后证明,上述技术方案成熟先进,设备运行稳定,并取得了良好效果。
SD ATC高压水射流除鳞系统喷水除鳞方式选择:
SD ATC高压水射流除鳞系统热轧钢坯采用的高压水除鳞喷水方式有两种,一种是连续喷水除鳞方式,而另一种则是周期性间断式喷水除鳞方式。
我们已知参数为最大钢坯规格180×220 mm、钢坯长度3 m、出炉辊道速度1m/s、除鳞速度1m/s,由此可知每根钢坯除鳞时间为3s。考虑选取钢坯头部超前喷水时间1s,钢坯尾部滞后停水时间0.6s,则单支钢坯高压水除鳞总时间为4.6s。设计初设定的SD ATC高压水射流除鳞系统最大过钢坯能力为每小时120根,那么每根坯料平均时间就是30s,则除鳞间断时间为25.4s,除鳞间断时间与除鳞工作时间之比为5.5。故除鳞点设计为周期性间断式喷水除鳞方式。工艺流程如下图所示。
最后经使用单位验证后证明,上述技术方案成熟先进,设备运行稳定,并取得了良好效果。
热门搜索:
